


Description
L’assemblage à «onglet verrouillé» ou à «embrèvement d’onglet» appartient à la famille des bouvetages. Il combine l’aspect esthétique de l’assemblage à coupes d’onglet avec la solidité d’une liaison par rainure et languette.
Il offre également l’avantage de ne pas avoir à utiliser de montants dans les liaisons d’angle ce qui est intéressant
esthétiquement et pratiquement (gain d’espace intérieur dans les meubles).
Cet assemblage, quasiment invisible, convient parfaitement à la réalisation de caissons, de tiroirs à façade rapportée, de fausses poutres, de meubles à peindre ou à laquer (assemblages discrets). La qualité de cette liaison est aussi
appréciée lors de la fabrication d’enceintes acoustiques.
PRINCIPE :
Le réglage de l’usinage demande un peu de temps, de précision et de savoir faire, mais le résultat obtenu est à la hauteur du temps passé :
• La coupe à 45° est réalisée avec précision.
• Le bouvetage de verrouillage aligne les pièces automatiquement et les maintient en place lors du collage. Sa forme autobloquante permet de réduire le temps de serrage.
Nos fraises à onglet verrouillé autorisent l’assemblage de pièces de bois de même épaisseur.
Cette épaisseur est comprise entre :
• 9 mm et 12,7 mm pour le petit modèle (Ø 38,1 mm)
• 12,7 mm et 19 mm pour le grand modèle (Ø 44,4 mm).
L’usinage
L’utilisation des fraises à onglet verrouillées est délicate et la mise en œuvre de cet usinage demande de la méthode !
1° Montage de la défonceuse
Les fraises à onglet verrouillé doivent impérativement être utilisées avec une défonceuse montée «sous table». En effet, «à la volée», le moindre écart lors de l’avance suffirait à condamner votre assemblage.
Les joues du guide protecteur de la table de fraisage devront être réglées au plus près de l’outil, afin que la pièce usinée soit guidée au mieux.
2° Corroyage des bois
La qualité du corroyage est capitale à la réussite de cet usinage.
Important :
Les bois à assembler doivent être d’une épaisseur rigoureusement identique. Prévoyez de nombreuses pièces d’essais rabotées à la même épaisseur que vos pièces définitives. Leurs dimensions importent peu, veiller cependant à ce que leur longueur soit suffisante pour assurer un usinage en toute sécurité (300 mm environ).
Si ces pièces sont assez larges vous aurez la possibilité de recouper la partie usinée avant de réaliser de nouveaux essais.
3° Pointage de l’outil
C’est l’étape la plus complexe de l’usinage en effet les modifications de l’usinage entraînées par le changement des
réglages en hauteur et en profondeur sont difficiles à bien comprendre dans un premier temps. Le pointage se fera en deux temps : une phase de préréglage et une phase de contrôle / réglage final.
Phase de préréglage
• Préréglage de la hauteur de coupe :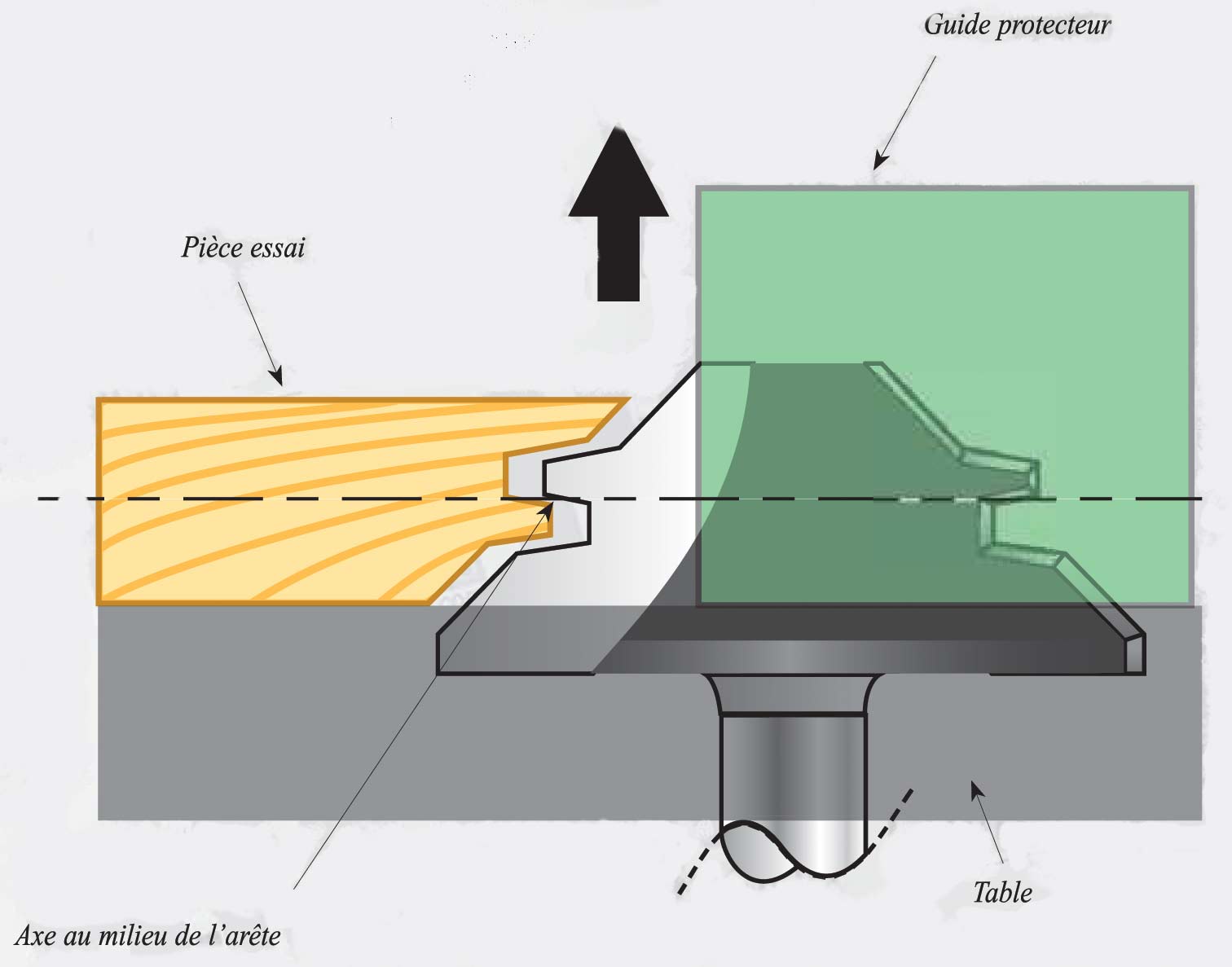
Le centre de symétrie du profil de coupe doit correspondre au milieu de l’épaisseur de la pièce. Faite ce préréglage «à l’œil» en traçant le chant de la pièce et en visant le centre de symétrie de l’outil selon le schéma suivant.
• Préréglage de la profondeur de passe :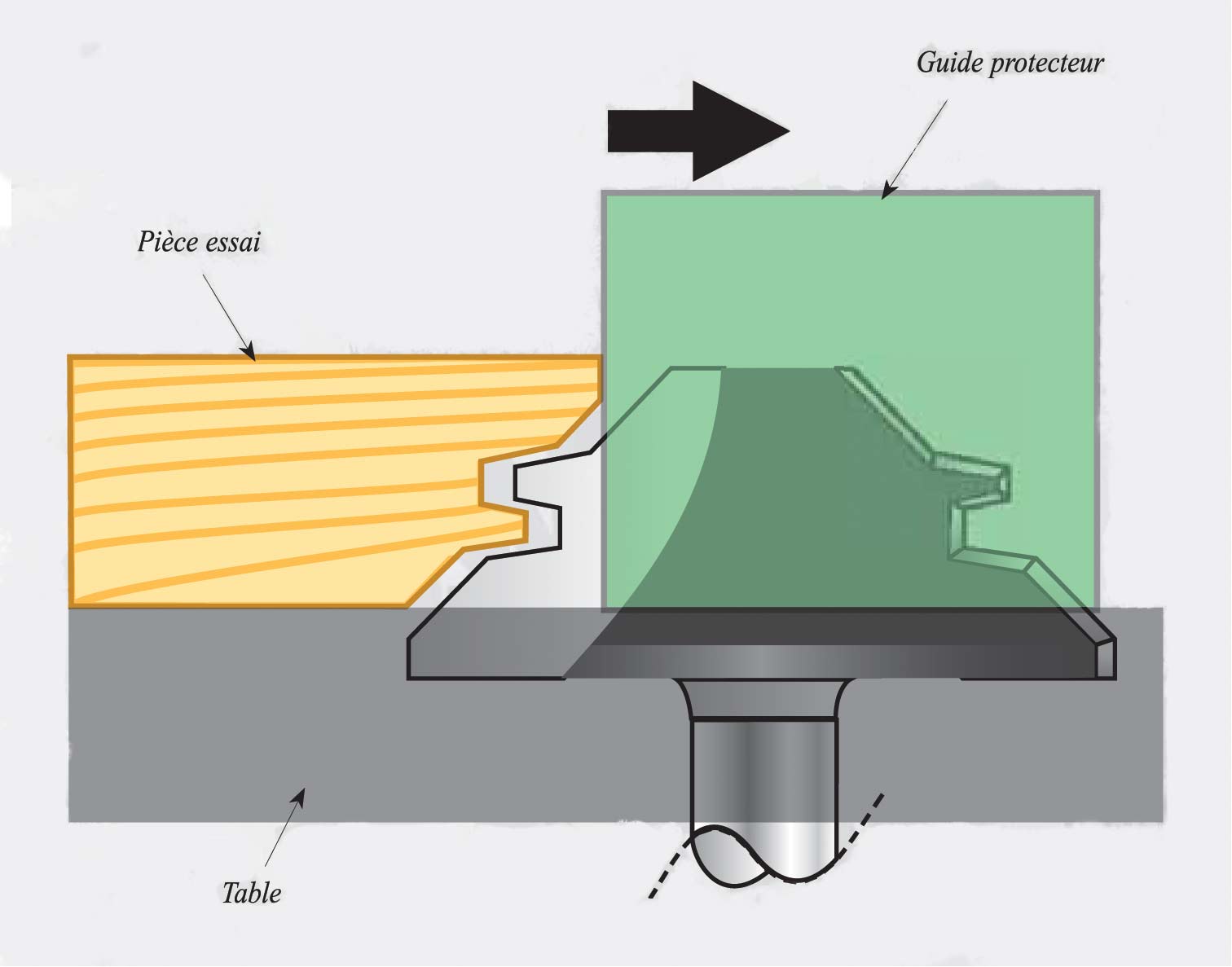
Il faut suffisamment reculer le guide protecteur par rapport à l’outil pour que toute la hauteur du chant soit usinée. Faite ce réglage visuellement en laissant un petit carré sur le haut du chant.
Phase de contrôle / réglage final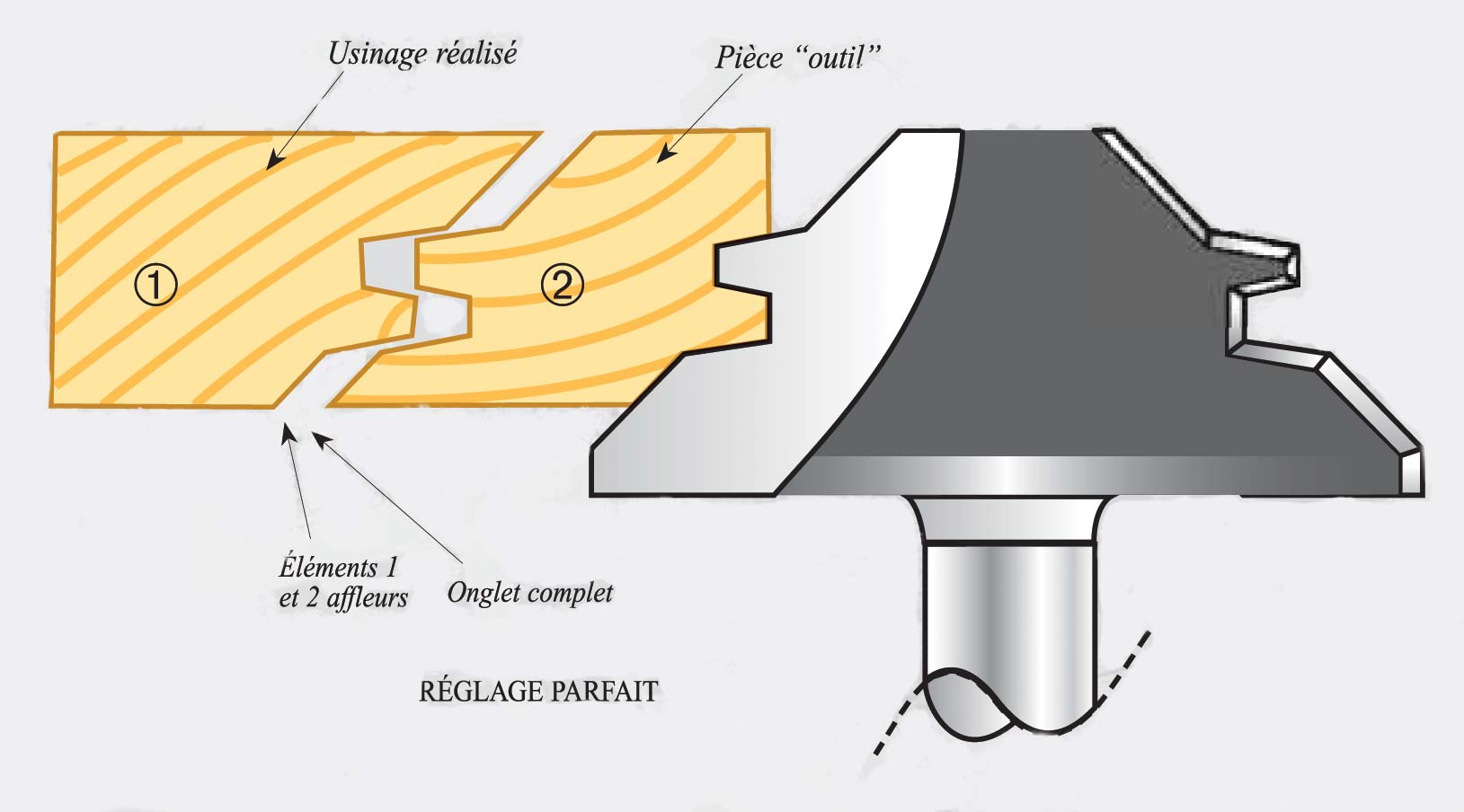
Pour vérifier la qualité du préréglage, il est nécessaire de contrôler successivement la hauteur puis la profondeur de coupe.
Pour ce faire, usiner deux pièces d’essais à plats puis assemblez-les comme si vous vouliez obtenir un simple «panneau».
La pièce 1 représente l’usinage que vous réalisez.
La pièce 2 simule la position de l’outil pendant l’usinage
1er point à vérifier : la hauteur d’usinage.
Si les deux éléments de votre «panneau» sont bien affleurs, c’est parfait la hauteur de l’outil est correcte !
Par contre s’ils présentent un désaffleur au niveau de l’assemblage, il va falloir intervenir sur la hauteur d’usinage. Observer la position de la pièce 2 (outil) :
• Si elle est décalée vers le bas :
Il faut remonter l’outil de la valeur de la moitié du désaffleur.
• Si elle est décalée vers le haut :
Il faut descendre l’outil de la valeur de la moitié du désaffleur.
À noter : Il suffit de corriger le pointage de la moitié de la valeur du désaffleur car le défaut de réglage est répercuté 2
fois sur l’assemblage (1 fois sur chaque pièce usinée).
Réalisez de nouveaux essais jusqu’àl’obtention d’un affleurage parfait entreles pièces !
2eme point à vérifier : la profondeur de passe.
La profondeur de passe sera parfaitement réglée lorsque l’onglet usiné ne présentera plus aucun carré à son extrémité.
Repoussez délicatement le guide protecteur (desserrer un seul côté et tapoter le guide) jusqu’à l’obtention d’une coupe complète sur toute la hauteur du chant.
Cependant, il faut prendre garde de ne pas repousser le guide avec excès. Une prise de passe trop importante génère deux problèmes :
• Arêtes de mauvaise qualité.
• Décalage de la pièce entre la joue d’entrée et la joue de sortie du guide protecteur créant un «coup d’outil» en sortie d’usinage.
L’idéal est que le haut du chant soitjuste tangent à la coupe de l’outil.
Usinage des pièces définitives 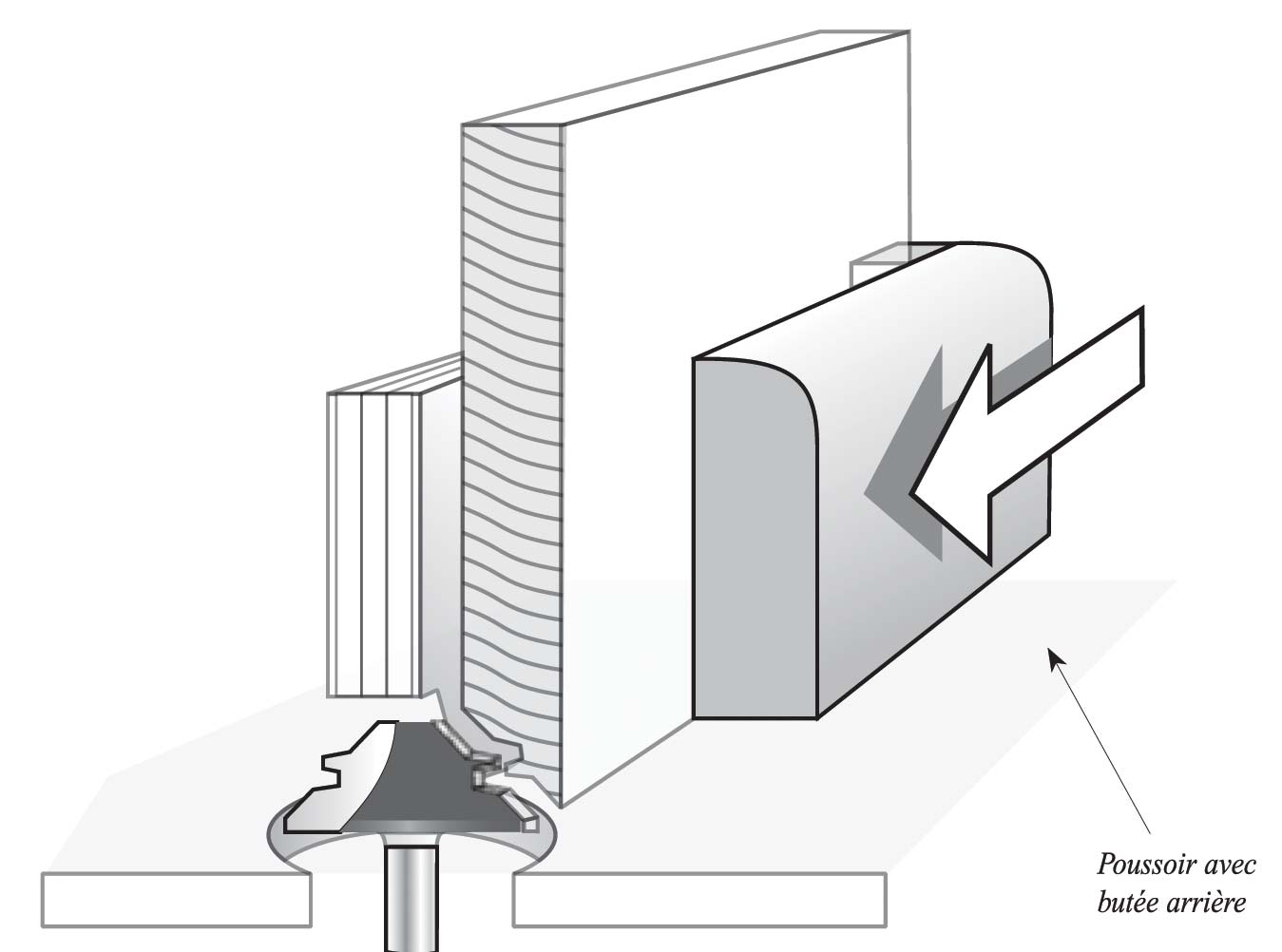
Une fois le pointage terminé vous allez pouvoir passer à l’usinage de vos pièces définitives !
Pour obtenir un assemblage à onglet il faut usiner un des éléments à plat (face en appuis sur la table) et le second sur chant (face en appuis contre le guide protecteur).
Le passage à plat ne pose pas de problème de sécurité par contre lors de l’usinage sur chant l’utilisation des presseurs est impossible.
Pour résoudre cette difficulté il est nécessaire de fabriquer un gabarit de sécurité devant assurer à la fois un maintient stable contre le guide protecteur et permettre de pousser la pièce.
Lors de l’usinage, au fur et à mesure de l’avance, la fraise enlève tout le bois s’appuyant contre la joue de sortie du guide protecteur (usinage à plat) ou contre la table (usinage sur chant). En fin de passe la pièce n’est donc en appuie que sur une très faible surface formée par l’arête de l’onglet. Cette arête, fragile, se déforme facilement ce qui entraîne des irrégularités d’usinage notamment en fin de passe. Ce phénomène sera d’autant plus sensible que la pièce sera étroite et que le bois sera tendre.
 Cependant, chaque problème a sa solution ! L’utilisation de «guides auxiliaires» sécurisera l’usinage (meilleure stabilité) et vous permettra de réaliser des assemblages parfaits, quelles que soient les dimensions de vos pièces. Les «guides auxiliaires» répondent à plusieurs besoins :
Cependant, chaque problème a sa solution ! L’utilisation de «guides auxiliaires» sécurisera l’usinage (meilleure stabilité) et vous permettra de réaliser des assemblages parfaits, quelles que soient les dimensions de vos pièces. Les «guides auxiliaires» répondent à plusieurs besoins :
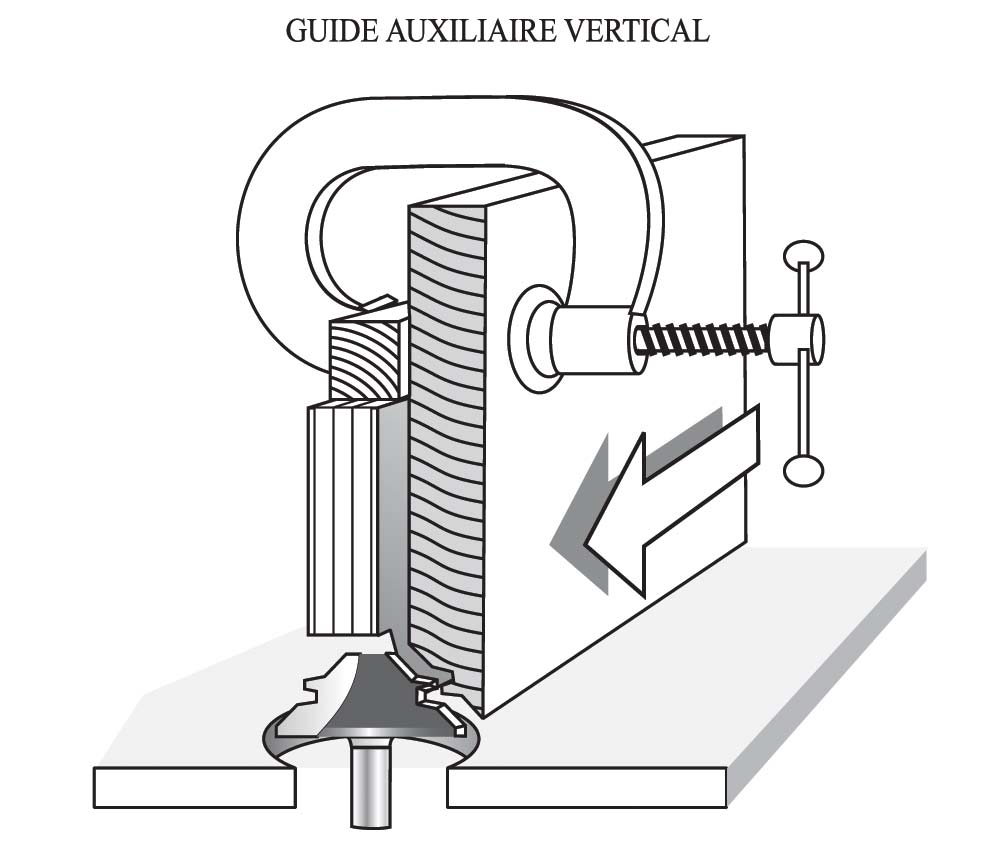
Guide vertical pour le passage des pièces sur chant :
Un tasseau fixé par deux presses en «C» sur la pièce à usiner, coulisse en appui sur le dessus du guide protecteur.
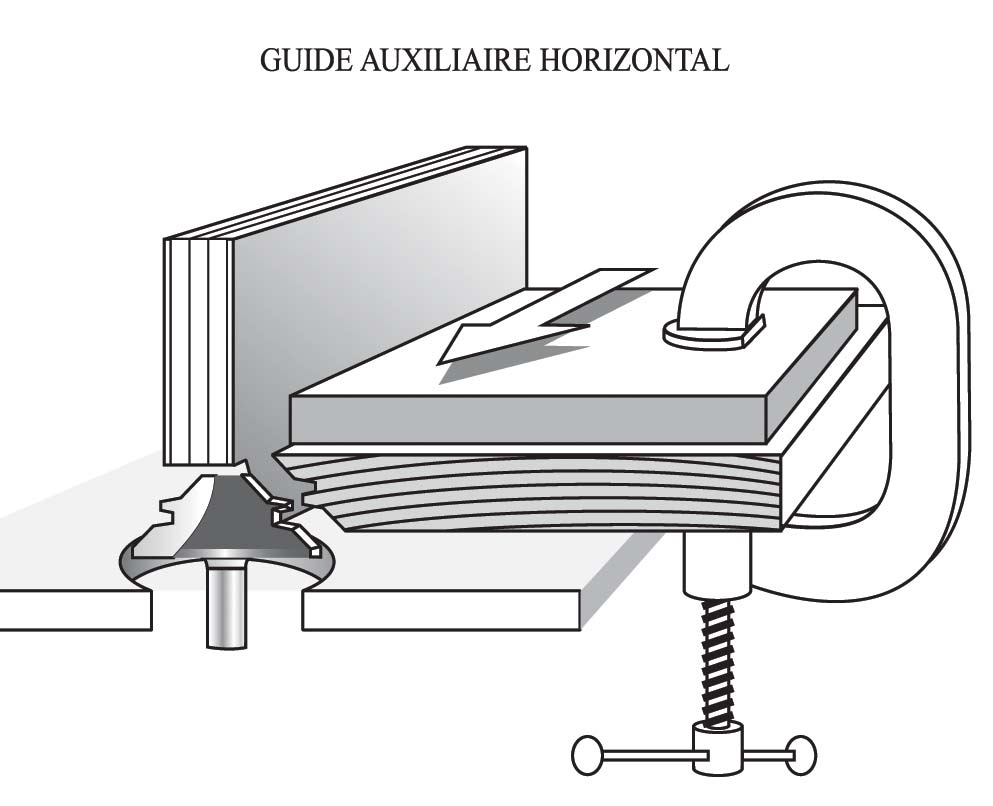 Guide horizontal pour le passage sur la face des pièces courtes:
Guide horizontal pour le passage sur la face des pièces courtes:
Le gabarit auxiliaire, constitué d’un simple contreplaqué ou d’une planche bien droite, sera monté affleure du chant à usiner. Pour le fixer on a plusieurs solutions :
• Si les pièces sont moins larges que la table d’usinage :
Vous pouvez utiliser quelques pointes très fines (Mais attention, c’est généralement le parement, c’est-à-dire la face vue de la pièce, qui est au dessus !) ou de l’adhésif double face.
• Si les pièces sont plus larges que la table d’usinage :
Dans ce cas il est possible d’utiliser des presses en «C» pour solidariser le guide auxiliaire et la pièce. Pensez aussi à notre poussoir de sécurité «spécial contre-profi l et petites largeurs» (disponible à notre catalogue) pour des usinages en toute sécurité, avec vos doigts toujours à l’abri de l’outil ! Vous n’avez alors pas besoin de chariot de guidage.
Le poussoir offre un guidage continu sur toute sa longueur et est conçu pour être muni d’un pare-éclat (voir photo en bas de page).



